
- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

продукти







Винт за екструдиране чрез издухване
При екструзионно раздувно формоване (EBM) пластмасата се разтопява и екструдира в куха тръба (заготовка). ... След това въздухът се вдухва в заготовката, надувайки я във формата на куха бутилка, контейнер или част. След като пластмасата се охлади достатъчно, формата се отваря и детайлът се изхвърля. В EJS произвеждаме шнеков цилиндър за екструзионно раздувно формоване за машини за екструзионно раздувно формоване, с малки и големи размери, в азотиране или биметална обработка.
Изпратете запитване
Описание на продукта
Шнеков цилиндър за екструдиране чрез раздуване
Доставка на OEM Китай Машина за издухване, Винтова цев за екструдиране с раздуване,oпоздрави от вашата компания"Направете бизнеса с винтови варели по-лесен с радост и успех„като нашиямисия. Ако се интересувате от някой от нашите продукти или искате да обсъдимвашият дизайн, уверете се, че се чувствате свободни да се свържете с нас. Очаквахме с нетърпениеустановяване успешни бизнес отношения свсякаквинови клиенти по целия свят в близко бъдеще и ги отглеждайте по-добре и по-големи.
При екструзионно раздувно формоване (EBM) пластмасата се разтопява и екструдира в куха тръба (заготовка). ... След това въздухът се вдухва в заготовката, надувайки я във формата на куха бутилка, контейнер или част. След като пластмасата се охлади достатъчно, формата се отваря и детайлът се изхвърля.
В EJS произвеждаме шнеков цилиндър за екструзионно раздувно формоване за машини за екструзионно раздувно формоване, с малки и големи размери, в азотиране или биметална обработка.
Диаметърът на отвора е наличен за цевта на винта за екструдиране чрез раздуване
¢45~¢250
Популярни материали, използвани за винтова цев за екструдиране чрез раздуване
38CrMoAlA(1.8509)
34CrAlNi7(1,8550)
31CrMoV9(1,8519)
40Cr (4340)
42CrMo (4140)
Повърхностна обработка на винтов цилиндър за екструдиране чрез раздуване
Цяло тяло азотирано
Стеллитно покритие от биметална сплав
Покритие от сплав Colmonoy 56
Покритие от сплав Colmonoy 83
Приложение на винтов цилиндър за екструдиране чрез раздуване
Винтовите варели за екструдиране чрез раздуване играят превъзходна работа за производството на различни филми в машини за раздуване, като напр.
Опаковъчно фолио;
торбички;
Печатно фолио;
Свиваемо фолио;
Фолио за опаковане на храни;
Преобразуващ филм;
Бариерно фолио.
Въпрос: Каква е разликата между шприцоване чрез раздуване и екструдиране чрез раздуване?
отговор:
Има основно 5 разлики между инжекционно раздухване и екструзионно раздухване:
1) Типът продукт, произведен чрез шприцформа и формоване чрез екструдиране, е различен. Процесът на формоване чрез екструдиране чрез раздуване създава двуизмерен продукт, докато процесът на формоване чрез инжектиране чрез раздуване създава триизмерен продукт като краен резултат.
2) Те използват различен инструмент и в двата процеса. За машината за екструдиране чрез раздуване се използва матрица за получаване на крайния резултат, докато инжекционното формоване с раздухване използва матрица.
3) Времето, необходимо за получаване на крайния резултат, е различно. Процесът на формоване чрез екструдиране е по-бавен, докато процесът на формоване под налягане е по-бърз.
4) Дебелината на крайния продукт е различна. В случай на екструзия, дебелината на частта зависи от това колко материалът може да бъде разтегнат по време на процеса, докато в случай на натрапване зависи от връзката между сърцевината и формата.
5) Процесите са различни. С машината за екструдиране чрез раздуване, скрапът е с флаш и подрязване, докато скрапът е без флаш и подрязване за инжекционно раздувно формоване.
EJS може да произвежда както винтова цев за екструдиране чрез раздуване, така и машина за формоване чрез раздуване под налягане.
Относно E.J.S.
EJS Screw Barrels е новосъздадена марка за експортен бизнес с производствен опит от 1992 г.
Производител на винтови варели, посветен на производството на персонализирани винтови варели и дизайн на винтови варели за екструдер, винтови варели за леене под налягане.

Биметални винтови варели
Започнахме да правим биметална винтова цев в много ранна възраст, почти по същото време, когато се роди първата биметална цев в Китай. Сега имаме няколко типа опции в зависимост от различните приложения
|
Биметални варели |
|||||
|
Тип сплав |
EJS01 сплав |
EJS02 сплав |
EJS03 сплав |
EJS04 сплав |
|
|
Компоненти от сплави |
Fe+Ni+Cr+B |
Ni+Cr+Co+B |
Ni+Cr+Co+V+B |
Ni+Wc+Cr+B |
|
|
Устойчивост на износване |
★★★ |
★★ |
★★★ |
★★★★ |
|
|
Устойчивост на корозия |
★★ |
★★★ |
★★★ |
★★★ |
|
|
Дебелина на сплавта |
2~3 мм |
1,5~2 мм |
1,5~2 мм |
1,5~2 мм |
|
|
твърдост |
HRC 58-65 |
HRC 50-58 |
HRC 55-60 |
HRC 55-65 |
|
|
Температурен диапазон |
≤400 |
≤450 |
≤450 |
≤600 |
|
|
Коефициент Термичен |
RT ~ 250 ℃ |
11.0x10-6 |
11.0x10-6 |
11,5x10-6 |
11.0x10-6 |
|
Разширяване (/℃) |
RT ~ 400 ℃ |
11.4x10-6 |
11.4x10-6 |
12.4x10-6 |
12x10-6 |
|
Диапазон на работоспособна дължина |
700mm~3000mm/бр |
||||
|
Използвана основно стомана |
40Cr: 42CrMo |
||||
|
Маркирайте в списъка: ★★★★ Отлично; ★★★ Много добър; ★★Добре |
|||||
|
Биметални винтове |
|||
|
Подходящ за |
Единичен винт, двоен паралелен винт, двоен коничен винт |
||
|
Тип сплав |
Ni60 |
CoImonoy 56 |
CoImonoy 83 |
|
Компоненти от сплави |
Ni+Cr+Fe+Si |
Ni+Cr+Si+Fe |
Ni+Wc+Cr+C |
|
Ниво против износване |
★★★ |
★★★ |
★★★★ |
|
Антикорозионно ниво |
★★★★ |
★★★★ |
★★★★ |
|
Дебелина на сплавта |
1~1,5 мм |
1~1,5 мм |
1~1,5 мм |
|
твърдост |
HRC 56-62 |
HRC 46~61 |
HRC 43-48 |
|
Приложени стъклени влакна |
Под 10% |
|
|
|
Диапазон на работоспособна дължина |
Всяка необходима дължина |
||
|
Използвана основно стомана |
38CrMoAI(1.8509), 34CrAINi7(1.8550), 31CrMoV9(1.8519) |
||
|
Маркирайте в списъка: ★★★★ Отлично; ★★★ Много добър; ★★Добре |
|||
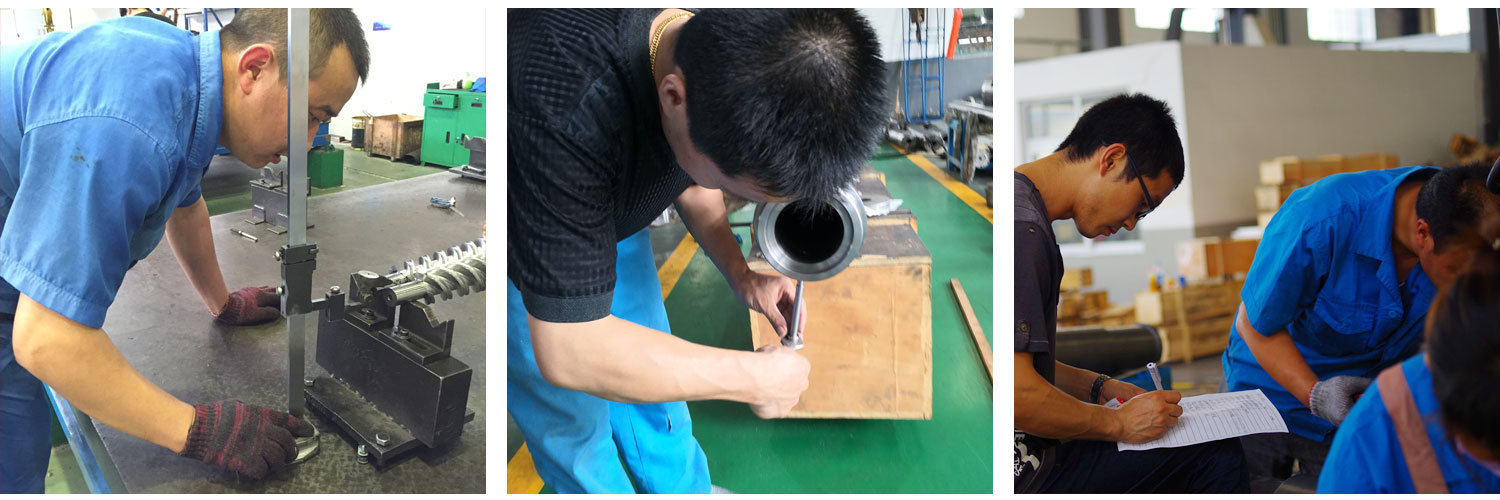
Проверка на качеството
Качеството е много важна стъпка по време на производството. За да се направи качествен винтов варел, всички допустими отклонения трябва да бъдат изпълнени и всички размери трябва да бъдат правилни и поставени в записи.
Предоставяме доклад от инспекция, сертификат за материал за всеки от нашите доставени винтови варели.
Опаковка
Опаковането е последната, но много важна стъпка преди изпращане. Здравата и интелигентна опаковъчна кутия също е част от нашето качество. Той не само се използва за добра защита на цевите на винтовете по време на транспортиране, но също така предоставя лесен начин за нашите клиенти да разопаковат.

Горещи маркери: Винтова цев за екструдиране чрез раздуване, персонализирана, Китай, Zhoushan, доставчици, производители, фабрика, на склад
Свързана категория
Конична двойна винтова цев
Паралелен двоен винтов варел
Шнеков цилиндър на екструдера
Гумен винтов варел
Шнек за леене под налягане
Винт за формоване чрез издуване
Биметален винтов варел
Азотиран винтов варел
Части за екструдер
Изпратете запитване
Моля, не се колебайте да изпратите вашето запитване във формата по-долу. Ще ви отговорим до 24 часа.




