
- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

продукти







Двушнеков варел за смесване на пластмаса
Двушнековият варел за смесване на пластмаса се използва широко в индустрията за смесване. Всяка година EJS произвежда голям обем двушнеков варел с пластмасова смес за вътрешни и световни пазари.
Изпратете запитване
Описание на продукта
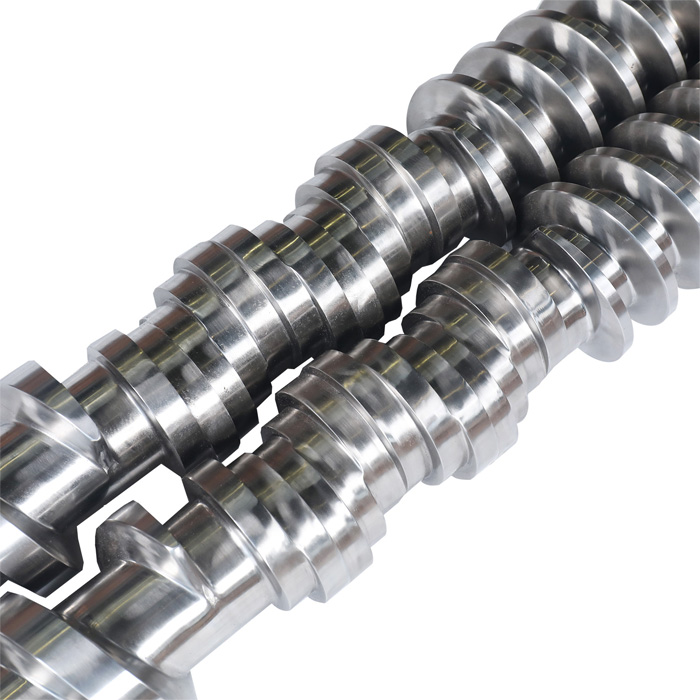
двоен винтов варел за смесване на пластмаса
Двушнековият варел за смесване на пластмаса се използва широко в индустрията за смесване.
Всяка година EJS произвежда голям обем двушнеков варел с пластмасова смес за вътрешни и световни пазари.
EJS е професионален производител на паралелни двойни винтове от години, с клиенти на производители на OEM машини, както и на крайни потребители.
Популярни материали, използвани за смесване на пластмаса с двоен винт
38CrMoAlA (DIN1.8509)
W6Mo5Cr4V2
D2 (DIN 1.2379)
SKD61
SS316
SS304
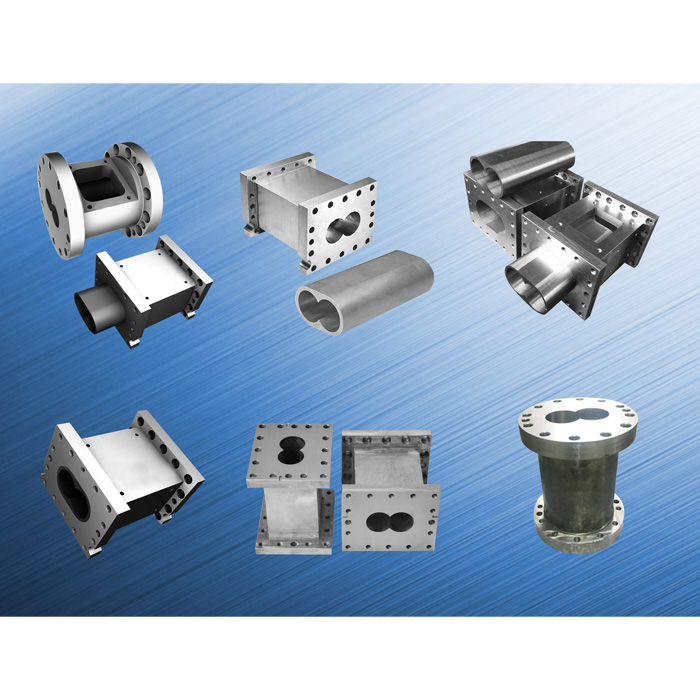
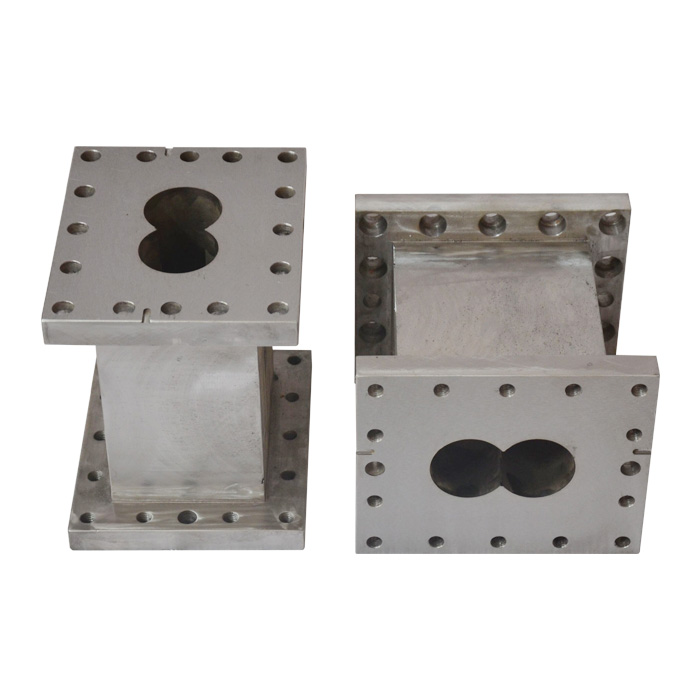
Повърхностна обработка на двушнеков варел с пластмасова смес
Цяло тяло азотирано
Биметална карбидна втулка за двойни паралелни цеви
Покритие от биметална сплав за двойни успоредни винтове
Подплата SKD61
За да научите повече за смесващите екструдери, моля, продължете да четете:
( https://www.mddionline.com/news/mix-continuous-compounding-using-twin-screw-extruders)
Полимерните съединения се използват за изключително широка гама формовани и екструдирани медицински компоненти и устройства. Такива съединения са съставени от основна смола, която е старателно смесена с други компоненти, които осигуряват специфични полезни свойства, свързани с конкретния краен продукт - например устойчивост на удар, яснота или рентгеноконтрастност.
Екструдерите за компаундиране се използват за смесване на два или повече материала в хомогенна маса в непрекъснат процес. Това се постига чрез разпределително и диспергиращо смесване на различните компоненти в съединението според изискванията (Фигура 1). При разпределителното смесване компонентите са равномерно разпределени в пространството в еднакво съотношение, без да се разграждат, докато дисперсионното смесване включва разпадането на агломерати. Смесването с висока дисперсия изисква значителна енергия и срязване да бъдат част от процеса.
Екструдерите за компаундиране изпълняват редица основни функции: захранване, топене, смесване, вентилиране и развиване на матрица и локализирано налягане. Различни типове екструдери могат да се използват за постигане на тези цели, включително единичен шнек, въртящ се двойно шнек с взаимно зацепване, въртящ се двоен шнек с взаимно зацепване и въртящ се двойно шнек без зацепване. Типът и физическата форма на полимерните материали, свойствата на всякакви добавки или пълнители и необходимата степен на смесване ще имат отношение към избора на машина.
Двушнековите устройства за смесване са предназначени предимно за пренос на топлина и механична енергия, за да осигурят смесване и различни поддържащи функции, с минимално внимание към изпомпването. Различни операции, извършвани чрез този тип екструдер, включват полимеризация на нови полимери, модифициране на полимери чрез реакции на присаждане, обезвъздушаване, смесване на различни полимери и смесване на частици в пластмаси. Обратно, едношнековите екструдери за пластифициране са проектирани да минимизират входящата енергия и да увеличат максимално равномерността на изпомпване и като цяло са неадекватни за изпълнение на високо диспергиращи и енергоемки функции на смесване.
Относно E.J.S.
EJS Screw Barrels е новосъздадена марка за експортен бизнес с производствен опит от 1992 г.
Производител на винтови варели, посветен на производството на персонализирани винтови варели и дизайн на винтови варели за екструдер, винтови варели за леене под налягане.

Биметални винтови варели
Започнахме да правим биметална винтова цев в много ранна възраст, почти по същото време, когато се роди първата биметална цев в Китай. Сега имаме няколко типа опции в зависимост от различните приложения
|
Биметални варели |
|||||
|
Тип сплав |
EJS01 сплав |
EJS02 сплав |
EJS03 сплав |
EJS04 сплав |
|
|
Компоненти от сплави |
Fe+Ni+Cr+B |
Ni+Cr+Co+B |
Ni+Cr+Co+V+B |
Ni+Wc+Cr+B |
|
|
Устойчивост на износване |
★★★ |
★★ |
★★★ |
★★★★ |
|
|
Устойчивост на корозия |
★★ |
★★★ |
★★★ |
★★★ |
|
|
Дебелина на сплавта |
2~3 мм |
1,5~2 мм |
1,5~2 мм |
1,5~2 мм |
|
|
твърдост |
HRC 58-65 |
HRC 50-58 |
HRC 55-60 |
HRC 55-65 |
|
|
Температурен диапазон |
≤400 |
≤450 |
≤450 |
≤600 |
|
|
Коефициент Термичен |
RT ~ 250 ℃ |
11.0x10-6 |
11.0x10-6 |
11,5x10-6 |
11.0x10-6 |
|
Разширяване (/℃) |
RT ~ 400 ℃ |
11.4x10-6 |
11.4x10-6 |
12.4x10-6 |
12x10-6 |
|
Диапазон на работоспособна дължина |
700mm~3000mm/бр |
||||
|
Използвана основно стомана |
40Cr: 42CrMo |
||||
|
Маркирайте в списъка: ★★★★ Отлично; ★★★ Много добър; ★★Добре |
|||||
|
Биметални винтове |
|||
|
Подходящ за |
Единичен винт, двоен паралелен винт, двоен коничен винт |
||
|
Тип сплав |
Ni60 |
CoImonoy 56 |
CoImonoy 83 |
|
Компоненти от сплави |
Ni+Cr+Fe+Si |
Ni+Cr+Si+Fe |
Ni+Wc+Cr+C |
|
Ниво против износване |
★★★ |
★★★ |
★★★★ |
|
Антикорозионно ниво |
★★★★ |
★★★★ |
★★★★ |
|
Дебелина на сплавта |
1~1,5 мм |
1~1,5 мм |
1~1,5 мм |
|
твърдост |
HRC 56-62 |
HRC 46~61 |
HRC 43-48 |
|
Приложени стъклени влакна |
Под 10% |
|
|
|
Диапазон на работоспособна дължина |
Всяка необходима дължина |
||
|
Използвана основно стомана |
38CrMoAI(1.8509), 34CrAINi7(1.8550), 31CrMoV9(1.8519) |
||
|
Маркирайте в списъка: ★★★★ Отлично; ★★★ Много добър; ★★Добре |
|||
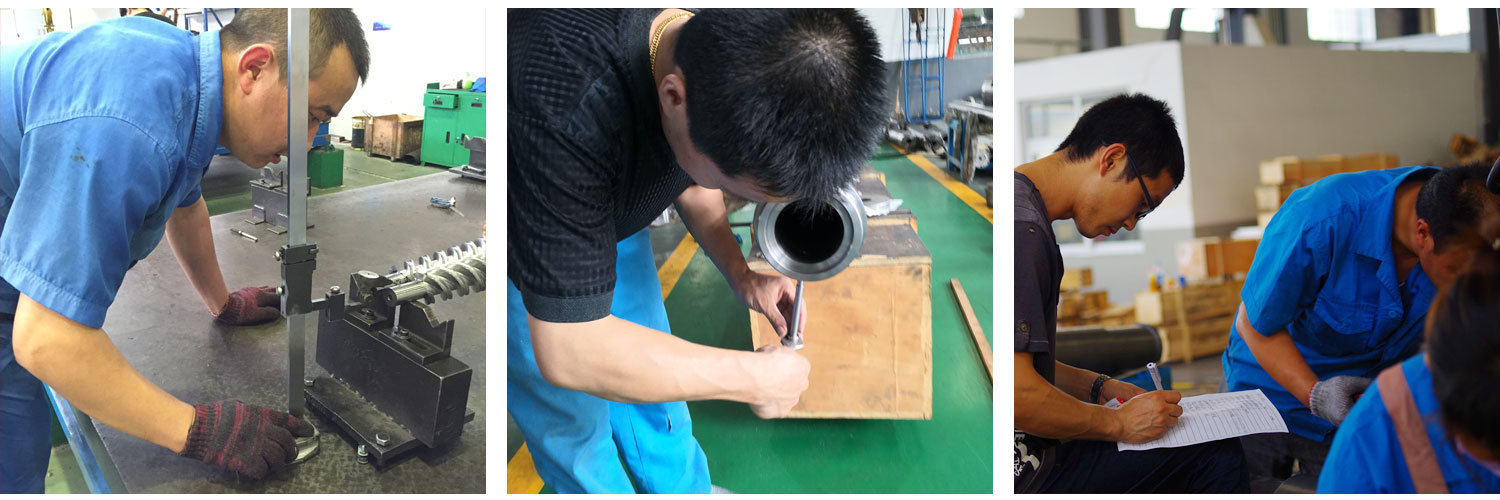
Проверка на качеството
Качеството е много важна стъпка по време на производството. За да се направи качествен винтов варел, всички допустими отклонения трябва да бъдат изпълнени и всички размери трябва да бъдат правилни и поставени в записи.
Предоставяме доклад от инспекция, сертификат за материал за всеки от нашите доставени винтови варели.
Опаковка
Опаковането е последната, но много важна стъпка преди изпращане. Здравата и интелигентна опаковъчна кутия също е част от нашето качество. Той не само се използва за добра защита на цевите на винтовете по време на транспортиране, но също така предоставя лесен начин за нашите клиенти да разопаковат.

Горещи маркери: Двушнеков варел за смесване на пластмаса, персонализиран, Китай, Zhoushan, доставчици, производители, фабрика, на склад
Свързана категория
Конична двойна винтова цев
Паралелен двоен винтов варел
Шнеков цилиндър на екструдера
Гумен винтов варел
Шнек за леене под налягане
Винт за формоване чрез издуване
Биметален винтов варел
Азотиран винтов варел
Части за екструдер
Изпратете запитване
Моля, не се колебайте да изпратите вашето запитване във формата по-долу. Ще ви отговорим до 24 часа.








